
ENCHANCEMENT OF WOOL FABRIC BY PLASMA TECHNOLOGY AND PIGMENT PRINTING
Hetal Gala 1,
Pratima Goyal 2![]()
1,2 Department
of Textile and Fashion Technology, College of Home Science Nirmala Niketan,
Mumbai -400020, India
|
|
|
ABSTRACT |
|
|
The textile
industry is looking for innovative production systems to enhance the product
quality and society requires new strategy working in natural aspect. India
accounts for 1.8% of total global wool production. India has the world's
seventh-largest wool and woolen textile sector. Worsted yarn, woolen yarn,
wool tops, fabric (woolen/worsted), shoddy yarn, shoddy fabrics, blankets,
knitwear, hand-made carpets, and machine-made carpets comprise India's wool
and woolen industry. Plasma treatment modifies the surface properties of
internal materials; it has an economic advantage over conventional wet
processing due to its low chemical and water consumption; and closed plasma
treatment systems is an environment friendly process because plasma
byproducts can be trapped rather than released into the environment.
(https://www.ibef.org/exports/wool-and-woollen) This present research aims to
study the effect of pigment printing on 100% wool fabric by using plasma
i.e., Di-electric barrier discharge plasma treatment. Wool fabric was treated
with plasma for different time variation of 15
minutes, 30 minutes, 1hour and 2 hours. The water based and non-water-based
pigment printing was done using the screen printing on untreated sample and
plasma treated sample. The change induced in the fastness properties, UPF of
plasma treated and untreated sample were studied. The experimental result indicate that the wash fastness and rub fastness of
pigment printing both water based and non-water based pigment printing was
better on the plasma treated rather than untreated sample the pigment doesn’t peel off
so we can use with water based pigment printing as it is eco-friendly over
non-water based pigment printing. UPF rating for water-based pigment printing
revealed that untreated samples have a higher UPF rating than plasma treated
samples. When non-water-based pigment printing was performed, plasma
treatment for 1 hour and 2 hours has a higher UPF
rating than untreated samples, and the same is true for 15 minutes and 30
minutes plasma treated samples. It uses less water energy but more electrical
energy because this energy is used for a longer period of
time in this study. |
|||
|
Received 06 April 2023 Accepted 07 May 2023 Published 20 May 2023 Corresponding Author Pratima Goyal,
pratimagoyalnnc@gmail.com DOI 10.29121/granthaalayah.v11.i4.2023.5037 Funding: This research
received no specific grant from any funding agency in the public, commercial,
or not-for-profit sectors. Copyright: © 2023 The
Author(s). This work is licensed under a Creative Commons
Attribution 4.0 International License. With the
license CC-BY, authors retain the copyright, allowing anyone to download,
reuse, re-print, modify, distribute, and/or copy their contribution. The work
must be properly attributed to its author.
|
|||
|
Keywords: Wool Fabric, Plasma Treatment, Water
Based Pigment Printing, Non-Water Based Pigment Printing, UV Transmittance |
|||
1. INTRODUCTION
Wool is oldest and important animal fiber. Chemical structure of wool is composed of protein known as keratin. The natural protein fiber consists of amino acids. These proteins are made up of five elements: carbon, hydrogen, oxygen, nitrogen, and sulphur. These five elements are combined to produce 15-20 amino acid chains that are connected together to construct ladder-like polypeptide chains. When the fibre of wool is untwisted, it has a kinky appearance. The length ranges from 3.6 to 35cm, with longer fibres being coarser than shorter fibres. Wool fibres have a conventional core-shell structure, with an inner section protein core, the cortex, covered by overlying cuticle cells with scale edges pointing in the direction of the fibres. Udakhe & Tyagi (2011)
The fourth state of matter is plasma. Plasma as a Greek
word refers to fabricated. Plasma was first invented by Irving Langmuir in
1928. Before that it was suggested by Sir William Crooks as the fourth state of
matter. Plasma is partially ionized gas composed of electron, ions, photons, atom,
and molecules, with negative global electric charge. Plasma modifies the
surface of the fabric by the bombardment with high energy electrons and ions.
Plasma treatment have been used for both surface modification and enhancing the
bulk property of textile material, resulting in improved textile products
ranging than the conventional composition. Chinnammal & Arunkumar (2014).
Plasma enhances the dyeing rate of the polymer, improves color fastness, and change the surface energy of fiber and fabric. Plasma treatment can be done on various fabrics such as PP, PE, PET, Cotton, rayon, wool, nylon etc. Plasma is used in bio-medical, automobile, electronics, semi-conductors, and textiles. Malik and Parmar (2007)
2. CLASSIFICATION OF PLASMA IS BASED ON
1) Pressure in plasma chamber - atmosphere as well as low pressure.
2) Ionization, temperature of electron and ions: hot and cold plasma
3) Frequency of power supply –dc and ac plasma (rf, microwave, ghz plasma)
4) The electron affinity of process gases uses electropositive and electronegative gas plasma.
Xiros (2018)
3. TECHNOLOGICAL PLASMA
2 main types: Atmospheric and Low Pressure (Vacuum)
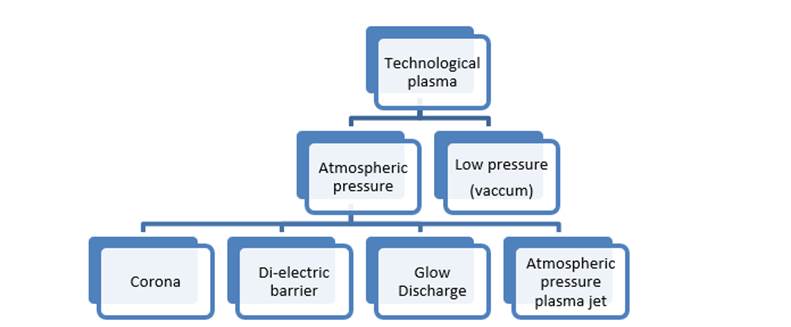
Atav (2013)
4. PIGMENT PRINTING
Pigments
are the most common synthesized organic compounds. Pigment printing is used to
create eye-catching designs by applying pigment paste to the fabric's surface.
Pigments are present in particle form, with particle sizes ranging between
0.1-3 microns. Pigment printing is accomplished with the use of a binder. It is
easy to apply, allow maximum output; fastness properties are good to average,
economical. Pigment printing is not comfortable to wear, rub fastness is medium
and are sensible to crushing during roller printing. Atav (2013)
AIM:
To study the effect of plasma on wool and to improves it printability.
OBJECTIVE:
1) To modify the surface properties of wool fabric using plasma technology.
2) To enhance the aesthetic value of modified and unmodified wool fabric using pigment printing.
3) To evaluate the properties of treated and untreated wool fabric.
5. MATERIALS AND METHODS
100% Merino wool with EPI and PPI i.e., 52 and 41per inch, thickness of 0.53mm, yarn count of warp is 43.5Tex and weft is 47.3Tex, Gram square per meter of 139.9gm/m2 Cover Factor 20.67 Thread Per inch was used.
Method
Plasma Treatment
Plasma chamber with dielectric barrier discharge (DBD) is
used to treat wool fabric with different time and Voltage keeping the Electrode
space constant of 3mm. Similar to a study conducted by
Udakhe and Tyagi in this study also air was employed
as the non-polymerizing gas. Udakhe & Tyagi (2011)
Table 1
|
Table 1 |
||
|
ELECTRODE SPACE (mm) |
TIME |
VOLTAGE (Kv) |
|
3mm |
15 mins |
3.5-4.5 |
|
3mm |
30 mins |
3.5-4.5 |
|
3mm |
1 hr. |
3.5-4.5 |
|
3mm |
2 hrs. |
3.5-4.5 |
6. PIGMENT PRINTING PROCESS

7. TESTING FASTNESS PROPERTIES AND UPF
The Color fastness to Washing, Dry & wet Rubbing, UV Protection were determined according to Standard Test No. /Method: For wool ISO 105 C10 (Program A), Standard Test No. Method: ISO 105 X12 and Standard Test No./ Method: AATCC 183:2010. Wash fastness.



8. Result and Discussion
In this research the study is done on pigment printing
properties of wool by using plasma technology. In the burning test, the fibers produced the
prominent burning hair smell and residue was in the form of lumpy, brittle,
crushable. In the microscopic test, some fibers show
scales on the surface indicating the presence of wool fibers.
In the chemical solubility test, some fibers open,
swells also dissolve and disintegrate when treated with alkali.
8.1. Color fastness to Washing
Standard Test No. /Method: For wool ISO 105 C10 (Programme A)

From the
above table it was observed that color fastness to
washing test as per the grey scale change in color
rating it was seen that plasma treated printed wool fabric+ with water-based
printing paste showed no color change when adjacent
fabric wool and cotton was used. There was severe color
stain on the untreated wool printed fabric with water-based printing paste.
When plasma treated printed wool fabric was printed+ with non-water-based
printing paste it was see there is no change in color between plasma treated printed and untreated wool
printed with non-water based printing paste.
8.2. Color fastness to Dry & wet Rubbing
Standard Test No. Method: ISO 105 X12
From the table it was observed that color
fastness to dry and wet rubbing as per grey scale for color
staining it was seen that plasma treated + with water-based printing paste
showed no staining i.e. 5 for the dry rub fastness and
for wet rub fastness showed slight staining i.e. 4 compare to untreated printed
wool fabric showed severe staining in both dry as well as wet staining i.e.
rating 1.
Also, when plasma treated +non- water
based printing paste showed no staining for dry rub fastness i.e. 5 and
for wet rub fastness showed slight to no staining i.e.4/5 as compared to
control non-water based printing paste showed severe and considerable staining
in both dry as well as wet rub fastness i.e. 3

8.3. UV Protection Standard Test No. / Method: [AATCC 183:2010]
From the
graph 4.3.a and 4.3.b it was seen that
when untreated sample was printed with water based pigment printing the UPF
rating is higher i.e.87 than plasma treated for 15 minute is 67, 30 minute is
75, 1hour is 83and 2 hour is 71.when untreated sample was treated with
non-water based pigment printing rating is 1416 which is same when plasma
treatment was done for 30 minutes but UPF rating is getting reduce when treated
for 15 minutes i.e. 694 and UPF rating for plasma treated for 1hour and 2 hour is higher than the
untreated pigment printed sample and
plasma treated with 15 minutes and 30
minutes. For with water based pigment printing UV-A
Blocking for untreated pigment printed sample is greater i.e. 97.10% than
plasma treated for 15minutes i.e.95.52%, 30 minutes i.e. 96.33%, 1hour i.e.
96.29% and 2 hour i.e. 96.98% and it is same for the UV-B blocking also that untreated
plasma is greater UV-B blocking i.e. 99.42% than plasma treated for 15 minutes
i.e. 99.24%, 30 minutes i.e 99.32%.,
1hour i.e., 99.35%and 2 hours i.e., 99.29%. Form non-water
based pigment printing UV-A blocking untreated pigment printed sample is
99.78% it same for the 30 minutes plasma treated. UV-A blocking increase with
1hour plasma treated and 2-hour plasma treated i.e.
99.88 % for both 1hour and 2 hour plasma treated. For UV-B Blocking untreated
without pigment printing is less i.e., 99.05% than the plasma treated for the
15 minutes i.e., 99.89%, 30 minutes i.e., 99.85%, 1hour i.e., 99.95% and 2
hours i.e., 99.95%


9. SUMMARY AND CONCLUSION
On the basis of Quantitative and Qualitative tests it has been proved that the procured
sample is wool.
Plasma
treatment was done at the different time variation i.e., for 15 minutes, 30
minutes, and 1hour and 2 hour it was observed that fabric become rougher with
the increase in the plasma treatment on it.
Wash fastness was carried out on wool fabric with both water based and non-water based pigment printing and it was seen that wool fabric give the best result when it was treated with plasma treatment rather than untreated sample. Non-water-based pigment printing is giving best result than with water based but non-water based.so we can use both but we should prefer with water based as it is environmental friendly.
Rub fastness i.e., dry and wet was carried out on both water based and non-water based pigment printing and it was seen that wool fabric give the best result when it was treated with plasma treated rather than untreated wool fabric sample.
UPF rating for pigment printing with water-based printing paste showed that untreated sample shows higher UPF rating than plasma treated sample for all that is 15minutes, 30 minutes, 1 hour and 2 hour also it was seen that UV-A and UV-B same blocking for pigment printing with water based printing paste is same. For non-water-based pigment printing it was seen that plasma treated for 1 hour and 2 hour is having greater UPF Rating than the 15 minutes, 30 minutes and untreated sample and it was same for the UV-A and UV-B blocking of Pigment printing for non-water-based pigment printing.
CONFLICT OF INTERESTS
None.
ACKNOWLEDGMENTS
None.
REFERENCES
Atav, R. (2013). The Use of New Technologies in Dyeing of Proteinous Fibers.
Atav, R., & Türkmen, F. (2015). Investigation of the Dyeing Characteristics of Alpaca Fibers (Huacaya and Suri) in Comparison with Wool. Textile Research Journal. https://doi.org/10.1177/0040517514563727.
Awang, N. A., Ahmad, M. H., Malek, Z. A., Sidik, M. A. B., Nawawi, Z., Jambak, M. I., Waldi, E. P., & Aulia. (2017). AC Breakdown Strength Enhancement of LDPE Nanocomposites Using Atmospheric Pressure Plasma. https://doi.org/10.1109/ICECOS.2017.8167152.
Chinnammal, K., & Arunkumar, K. (2014). Effect of Plasma Treatment on Plain Woven Cotton Fabric.
Fridman, A., & Friedman, G. (2012). Plasma Medicine. Wiley.
Goud, V. S., & Udakhe, J. S. (2011). Effect of Low Temperature Plasma Treatment on Tailorabilityand Thermal Properties of Wool Fabrics. Pramana. https://doi.org/10.1007/s12043-011-0097-0.
Karpagam Chinnammal, S., & Arunkumar, K.V. (2014). Effect of Plasma Treatment on Plain Woven Cotton Fabric. National Seminar on Emerging Trends in Plasma Technology and its Applications, 20-21.
Kiron, M. I. (2014). Surface Modification of Fabrics Under Plasma Treatment.
Lee, M., Ko, Y.-G., Lee, J. B., Park, W. H., Cho, D., & Kwon, O. H. (2014). Hydrophobization of Silk Fibroin Nanofibrous Membranes by Fluorocarbon Plasma Treatment to Modulate Cell Adhesion and Proliferation Behavior. Macromolecular Research. https://doi.org/10.1007/s13233-014-2096-8.
Maamoun, D., & Ghalab, S. (2013). Plasma Utilization for Treating Wool/Polyester Blended Fabric to Improve its Printability. Indian Journal of Fibre and Textile Research.
Mahfuz, M. (n.d.). Determination of Fabric Abrasion Resistance by Abrasion Resistance Tester.
Malik, T., and Parmar, S. (2007). Use of Plasma Technology in Textiles https://doi.org/10.1177/0040517517720504.
Mangovskha. (2001). Journal of Textile and Apparel, Technology and Management.
Mendhe, P., Arolkar, G., Shukla, S., & Deshmukh, R. (2015). Low-Temperature Plasma Processing for the Enhancement of Surface Properties and Dyeability of Wool Fabric. J. Appl. Polym. Sci., 133. https://doi.org/10.1002/app.43097.
Ren, L., Geng, J., Wang, N., & Guo, Z. (2018). Preparation of Partially End-Capped Amino- Terminated Hyperbranched Polymer and Dyeing Properties Enhancement to Polyurethane Membrane. Textile Research Journal, 88(20), 2319-2328. https://doi.org/10.1177/0040517517720504.
Shahid, M., Zhou, Y., Tang, R.-C., Chen, G., & Wani, W. A. (2017). Colourful and Antioxidant Silk with Chlorogenic Acid : Process Development and Optimization by Central Composite Design. Dyes and Pigments, https://doi.org/10.1016/j.dyepig.2016.11.012.
Udakhe, J., & Tyagi, S. (2011). Effect of Plasma Density on Surface Morphology and Mechanical Properties of Wool Fibres, Man-Made Textile in India. https://www.ias.ac.in/article/fulltext/pram/077/04/0669-0677.
Xiros, N. (2018). Plasma Definition and Classification. In : Mathematical Magnetohydrodynamics. Synthesis Lectures on Mechanical Engineering. Springer, Cham. https://doi.org/10.1007/978-3-031-79601-2_1.
Zeer, & Salem (2014). Effect of Atmospheric Pressure Glow Discharge Plasma on the Surface Modification and Printing Properties of Wool/Polyamide Blend. International Journal of Innovation and Applied Studies, 7(1), 159–173.
Żołek-Tryznowska, Z., Tryznowski, M., & Królikowska, J. (2015). Hyperbranched Polyglycerol as an Additive for Water-Based Printing Ink. Journal of Coatings Technology and Research, 12(2), 385–392. https://doi.org/10.1007/s11998-014-9643-2.
 This work is licensed under a: Creative Commons Attribution 4.0 International License
This work is licensed under a: Creative Commons Attribution 4.0 International License
© Granthaalayah 2014-2023. All Rights Reserved.

