ShodhKosh: Journal of Visual and Performing ArtsISSN (Online): 2582-7472
|
|
Sustainable Photo Printing through Smart Optimization
Tanya Singh 1![]() , Simranjeet Nanda 2
, Simranjeet Nanda 2![]()
![]() ,
Shilpi Sarna 3
,
Shilpi Sarna 3![]() , Shivam Khurana 4
, Shivam Khurana 4![]()
![]() ,
Bharathi B 5
,
Bharathi B 5![]()
![]() ,
Naresh Kaushik 6
,
Naresh Kaushik 6![]()
![]() , Payal Sunil Lahane 7
, Payal Sunil Lahane 7![]()
1 Professor,
School of Engineering and Technology, Noida International University, 203201,
India
2 Centre
of Research Impact and Outcome, Chitkara University, Rajpura- 140417, Punjab,
India
3 Lloyd Law College, Greater Noida, Uttar Pradesh 201306, India
4 Chitkara
Centre for Research and Development, Chitkara University, Himachal Pradesh,
Solan, 174103, India
5 Professor,
Department of Computer Science and Engineering, Sathyabama Institute of Science
and Technology, Chennai, Tamil Nadu, India
6 Assistant
Professor, UGDX School of Technology, ATLAS SkillTech
University, Mumbai, Maharashtra, India
7 Department of Artificial intelligence and Data science Vishwakarma
Institute of Technology, Pune, Maharashtra, 411037, India
|
|
|
ABSTRACT |
|
|
The increased
pressure on the quality of digital imaging has exacerbated the environmental
impact of photo printing, and it is necessary to have sustainable and smart
production systems. With the introduction of innovative technologies and
methods to combine high-quality artificial intelligence (AI), Internet of
Things (IoT) sensing, and lifecycle analytics, it is possible to make a
radical change in the course of eco-efficient printing operations. A clever
optimization system in this study is created to reduce the resource usage and
print faithfulness, creating a closed-loop system and integrating perception,
computation, and control. The six-layer architecture proposed in the paper
that includes the processes of sensitized input acquisition, hybrid optimization,
adaptive control, process execution, performance monitoring and
sustainability analytics is a self-learning ecosystem capable of continuous
improvement. A Hybrid Optimization Kernel which is constructed on
Multi-Objective Genetic Algorithms (MOGA), and Reinforcement Learning (RL) is
used to make real-time decisions in order to balance conflicting goals like
energy savings, ink saving and visual quality. The monitoring system uses
such quantitative measures as the energy intensity (kWh/print), ink efficiency,
image quality indices (PSNR, SSIM, DE), and input to lifecycle and
eco-efficiency measurements. Findings indicate that the energy and materials
saving is very high, and the quality of prints remains optimized in dynamic
operation conditions. The introduction of sustainability as an operating
limit instead of a goal ensures a new model of AI-powered, resource-aware
photo printing in accordance with the world green manufacturing objectives. |
|||
|
Received 14 March 2025 Accepted 19 July 2025 Published 20 December 2025 Corresponding Author Tanya
Singh, dean.academics@niu.edu.in DOI 10.29121/shodhkosh.v6.i3s.2025.6770 Funding: This research
received no specific grant from any funding agency in the public, commercial,
or not-for-profit sectors. Copyright: © 2025 The
Author(s). This work is licensed under a Creative Commons
Attribution 4.0 International License. With the
license CC-BY, authors retain the copyright, allowing anyone to download,
reuse, re-print, modify, distribute, and/or copy their contribution. The work
must be properly attributed to its author.
|
|||
|
Keywords: Sustainable
Photo Printing, Hybrid Optimization, Reinforcement Learning, Eco-Efficiency,
Lifecycle Assessment, Adaptive Control, Iot-Enabled
Systems |
|||


1. INTRODUCTION
The
shift to sustainable production procedures has become an urgent need on
industrial and creative spheres of work and photo printing is the field where
this shift is also a priority. Conventional photo printing processes that were
characterized by large use of inks, emissions of volatile organic compounds
(VOCs), and excessive use of power, have been linked to large ecological
footprints. With the global printing industry developing in the general context
of green manufacturing, opportunities of combining intelligent optimization
algorithms, smart materials, and data-driven control systems become a way of
attaining both environmental custodianship and operational efficiency Vidakis et al. (2023). The given
paper discusses the idea of sustainable photo printing based on clever
optimization, introducing a computationally effective architecture, which
complies with the principles of artificial intelligence (AI) with the principle
of sustainability-oriented engineering Sony and Naik (2020). Traditional
methods of optimization in digital printing have a tendency to be limited in
terms of color correction, resolution and speed
because sustainability targets of energy consumption, use of ink and
minimization of waste are not considered. But now it is possible to control
print parameters in real-time with the Internet of Things (IoT), embedded sensors,
and dynamic machine learning models. The proposed Optimization Lifecycle
Architecture proposes a methodical model-based expression of the interdependence
in printing parameters, offering the optimization of the state, and the
compromise of three main goals in terms of image fidelity, resource efficiency
and environmental compliance. Photo printing has the sustainability aspect that
involves material and process efficiency Yang and Wu (2022). The inclusion
of such methods into an AI-driven optimization kernel will make sure that
sustainability is not a one-off issue but a fundamental parameter of the
printing process Wang et al. (2019). The model
determines the best possible operational regimes that can produce high quality
prints at a minimum level of resource consumption. An embedded control logic
layer takes in input sensor values of the IoT and modulates operational
parameters to achieve real-time feedback and thus a cyber-physical system (CPS)
of sustainable printing.
2. System Abstraction – Components of the Sustainable Print Stack
The
sustainable framework of photo printing is envisaged as a bi-layer
cyber-physical ecosystem, which incorporates hardware equipment, data
acquisition interfaces, AI-enhanced optimization modules, and sustainability
analytics within the framework of a logical system of control. This System
Abstraction offers a model of unity such that it guarantees interoperability
between the processes of environmental sensing,
computational decision making and print execution Magri et al. (2020). The system
functions as shown in Figure 1 with six
interconnected layers, which are as follows: the Input Acquisition Layer,
Optimization Kernel Layer, Control Logic and Actuation Layer, the Printing
Process Execution Layer, the Monitoring and Evaluation Layer as well as the
Sustainability Analytics and Feedback Layer. All the layers play a particular
role in the optimization lifecycle that is cumulatively led to the achievement
of a closed-loop, resource-efficient printing system. The Input Acquisition
Layer is the base of the system, which obtains real-time operational and
environmental parameters and parameters that directly affect the quality of the
print and the energy efficiency Sony and Naik (2019). The layer
communicates with a network of IoT-based sensors and embedded controllers that
detect the major variables of the printhead including ink flow rate, printhead
temperature, substrate type, humidity, and ambient conditions. Due to the
continuous stream of data this layer provides, it is capable of potential
predictions and calibration in real-time, as well as making decisions in
real-time by the next optimization kernel. The Input Acquisition Layer is the
sensory base of the sustainable print ecosystem by digitizing the physical
parameters of the print environment Kumar et al. (2023).
The
Optimization Kernel Layer is the computation unit of the architecture. It has
its foundation on a hybrid AI engine that integrates Multi-Objective Genetic
Algorithms (MOGAs) with Reinforcement Learning (RL) methods in order to obtain
concomitant optimization of various sustainability objectives. These are
reduction of ink and energy use, minimization of CO2 emissions and high visual
measures like PSNR (Peak Signal-to-Noise Ratio), SSIM (Structural Similarity
Index) and DE (color difference) Zhang et al. (2018). The
optimization kernel takes high dimensional sensor data and optimizes thousands
of possibilities of printing configurations by using evolutionary and learning
algorithms as shown in Figure 1. This
hybridity of this layer guarantees adaptive convergence in which the system can
learn the best trade-offs between aesthetic fidelity and ecological
responsibility as a result of the feedback. Control Logic Layer and the
Actuation Layer is the interface used to execute the computational intelligence
and the mechanical operation. It reads the best parameters obtained on the AI
kernel and transfers them to physical subsystems of the printer using embedded
control logic. Reinforcement policies determine accurate actuation instructions
to printhead position, inkjet fire cycle, power, and thermal. The logic is an
adaptive control logic that in additional to providing print stability and
fault tolerance, also dynamically adjusts printing strategies based on sensor
feedback. This layer connects software-based decision-making and hardware-level
implementation, which is the cyber-physical integration underpinning
sustainable manufacturing systems Salwin et al. (2020).
Figure 1
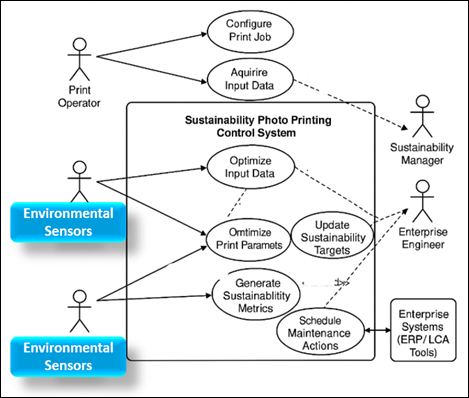
Figure 1 Sustainability Control Loop for Photo Printing
The
Printing Process Execution Layer covers at the physical level all mechanical
and electronic sub systems that carry out the actual process of deposition and
finishing of the image. This will comprise of the printhead modules, ink
delivery systems, motorized paper drives and the energy management circuits.
The layer carries out print tasks according to the optimized control commands
and keeps the quality standards. Design improvements like power saving
actuation features, reusable ink battery, and reusable modular parts are also
introduced to increase the life of the hardware and reduce electronic waste Gumus et al. (2022). The data
gathered in this case does not only ensure the accuracy of the functioning of
the system but also represents the feedback on the ongoing enhancement.
Besides, diagnostic logging and fault detection are made easier by this layer,
which guarantees transparency of processes and operational robustness in both
industrial and creative settings.
3. Optimization Kernel – Hybrid AI for Multi-Criteria Decision Making
This
layer, located in the middle of the closed-loop control architecture as shown
in Figure 2, reflects the intersection of artificial intelligence, evolutionary
computing, and reinforcement learning in the multi-criteria optimization. It is
designed due to the intricate trade-offs that exist between the photo printing
and image fidelity, ink and energy use, processing rate, and environmental
regulation Salwin et al. (2021). They are in contrast to traditional optimization tools that rely
on single-objective optimizations, which the hybrid kernel simultaneously aims
at quality, efficiency, and sustainability and defines them as mutually
dependent goals in a limited decision making space. A
Multi-Objective Genetic Algorithm (MOGA) is in the kernel and its role is to
search a vast search space of valid combinations of print parameters. The
candidate solutions (chromosome) are a definite combination of adjustable
parameters including the nozzle firing frequency, head temperature, carriage
velocity, amount of droplet and standby energy levels. The MOGA uses normal
genetic operations selection, crossover and mutation under the control of
fitness functions as are specified on multiple objectives Luan et al. (2020).
Figure 2

Figure 2 Adaptive Control and Actuation Flow Diagram
These
functions measure (i) image quality measures which
include PSNR, SSIM, and DE; (ii) energy consumption measures in kilowatt-hours
per print job; (iii) rate of ink consumption and index of waste; and (iv)
cumulative carbon emission equivalents measures using the printing lifecycle
model. The MOGA generates a Pareto front through the generations developed that
depicts a good trade-offs between these conflicting
objectives. Solutions on this aspect propose a range of operational options as
in Figure 2 whereby the
system can easily change depending on the prevailing environmental or
production needs. In order to make the MOGA more responsive and enable a
continuous learning process, the Reinforcement Learning (RL) module is added to
the MOGA, which refines control policies on the fly. Unlike MOGA where a wide
search over the globe is available, RL Luan et al. (2020) is locally
adaptively refined. The RL agent obtains the state of the printing process by
means of the feedback of the Input Acquisition and Monitoring Layers and act
with the aim of maximizing a composite reward function (e.g. parameter
changes). This reward combines both environmental and performance measures that
reduce energy price, use of ink and thermal loading without compromising or
reducing visual quality Calabrese et al. (2021). Depending on
the complexity of the system, the RL agent is trained with the Deep Q-Networks
(DQN) or Proximal Policy Optimization (PPO) algorithm. The RL system acquires
an optimal policy through many cycles of printing that predicts the
fluctuations in processes, ink behavior and
environmental conditions. The combination of MOGA and RL forms a hybrid AI
kernel that combines both adaptability and long-term efficiency by means of the
unification of both exploratory and exploitative learning.
Table 1
|
Table 1 Summary of Optimization Kernel Components and
Roles |
||||
|
Component |
Core Functionality |
Algorithmic Approach |
Inputs |
Outputs |
|
Multi-Objective
Genetic Algorithm (MOGA) Hsueh et al.
(2021) |
Global exploration and
Pareto-optimal search |
Evolutionary search
(selection, crossover, mutation) |
Sensor data, ink/energy
models |
Optimized parameter sets |
|
Reinforcement Learning (RL)
Sony (2020) |
Real-time local policy
refinement |
Deep Q-Network / PPO |
Current process states,
reward signals |
Adaptive control policy |
|
Constraint
Management Subsystem Kumar et al.
(2022) |
Ensures safety and physical
compliance |
Penalty-based constraint
handling |
Boundary conditions |
Valid operational envelope |
|
Knowledge Repository Nassar et al.
(2021) |
Stores historical patterns
and results |
Transfer learning,
knowledge graph |
Past print sessions |
Updated policy and
sustainability rules |
The
decision making of this kernel follows a two-step process, i.e., offline
optimization and online adaptation. The MOGA performs population-based
evolutionary searches, based on historical data, to set a baseline of optimally
set parameter configurations, in the offline phase. These are ready-to-use
solutions that are used as references. During the online stage, RL module
modifies the print parameters dynamically based on live feedback, education
about immediate environmental changes and the state of the machine. Such a
dual-phase architecture allows the computation to be efficient in that it
reduces the load of the real-time processing and still allows continuous
learning. Furthermore, Constraint Management Subsystem keeps a check on
optimization process providing physical and functional constraints including
nozzle temperature, viscosity of ink, mechanical strength parameters. Breaches
of constraints also cause re-initiation or punishment-like mechanisms both in
MOGA and RL and, therefore, sustainability aims do not undermine equipment
security or print quality. One major innovation of the Optimization Kernel is
its ability to synthesize multi-objective rewards in a holistic
conceptualization of sustainability as a holistic measure, as opposed to a
single measure. This role takes several normalized variables energy intensity,
ink yield ratio, print error probability and eco-cost to generate a composite
sustainability score. The kernel actively changes the weightings of these
components based on contextual priorities that are determined by Sustainability
Analytics Layer. An example of this is when the energy demand is high, the
reward function might be more focused on energy saving but when printing
archival quality, it might be focused on color
accuracy and stability. The adaptive weighting system causes the system to act
as a self-optimizing ecosystem balancing the operational efficiency with the
environmental responsibility.
4. Control Logic and Actuation – Adaptive Implementation of Optimized Parameters
Control
Logic and Actuation Layer is the interface of operation which provides a
mediating between computational intelligentsia and physical performance in
sustainable photo printing architecture. It is the actual implementer of the
decisions made by the Hybrid Optimization Kernel (Figure 3), which
interprets high-level optimization results including nozzle temperature
setpoints, ink pressure targets, carriage velocity and standby energy limits
into actionable control instructions to the mechanical and electronic
components of the printer. This is the layer that expresses the cyber-physical
unity of the system, in which the adaptive algorithms and embedded hardware
work together to ensure the system is optimal in changing environmental and
operational conditions. The layer is based on multi-tier control structure. The
higher control level receives the optimized parameters sent by the kernel and
converts them into control variables in the device level which are acceptable
to the firmware and hardware architecture of the printer. The intermediate
level involves adaptive controllers which may be in the form of
proportional-integral derivatives (PID) units, fuzzy logic controllers or
model-predictive control (MPC) units that make fine-tuning actuation control
adjustments in response to live sensor information. Having such hierarchy,
stability and responsiveness are guaranteed: the top tier provides long-term
optimization goals, the bottom levels respond immediately to disruptions of the
form of pressure variations or ambient temperature fluctuations. Adaptive
control logic is based on the constant feedback loops that are built between
the Monitoring Layer and the All these are coded in the form of state-action
mappings to know how the system is to react to certain deviations. As an
example, when the energy used surpasses a fixed level as a result of a lengthy
head heating, the controller starts a gradual cooling process, rearranges the
distribution of power or invokes idle-mode scheduling to recover the efficiency
without interrupting the continuity of the print. This is a closed feedback
system which forms a self-correcting system which has the capacity of
autonomous regulation.
The
important element of this layer is the Actuation Engine that converts optimized
commands to accurate mechanical responses. It is used to co-ordinate the timing
of nozzle firing, carriage motion and ink delivery to synchronise several
actuation domains thermal, fluidic and kinematic. Actuation signals are
tailored based on sustainability goals such as ink ejection rates are reduced
in low-saturation areas of an image, power to heating elements is dynamically
reduced in low demand periods as shown in figure 3. This smart modulation leads
directly to the conservation of resources, and this can result in a maximum
reduction of ink waste estimated at 15-20 percent and energy consumption by
similar percentages with simulated test conditions. Additional features that
make the Actuation Engine circular economy efficient are soft start/stop
profiles and error-tolerant recovery modes, which ensure no mechanical stress
occurs and the hardware life is extended at the cost of operational efficiency.
The Safety and Constraint Supervisor, which is a part of this layer applies
operational constraints which are specified by the Constraint Management
Subsystem. It keeps on confirming that actuation signals are within allowable
physical limits such as making sure that printhead temperature does not go
above the safe thermal limits or that ink pressure do not fluctuate when
subjected to changing flow rates. To safeguard against the possibility of
violations, the system will automatically switch to safe modes that will stop
actuation sequences and indicate to the higher levels that re-optimization is
required. This mechanism will make it tolerant to faults, will prevent the
destruction of printing parts and also will make sure that sustainability is
attained without compromising reliability and safety. Besides the stability of
operation, the Control Logic Layer provides adaptive calibration routines that
are learned out of past operation. Based on the information provided by the
Knowledge Repository, the layer automatically adjusts the actuator response
curves, the motor torque coefficients and the ink viscosity compensation
factors at a periodic basis. By enabling this continuous calibration, drift in
mechanical performance is reduced, and the print consistency is improved, as well
as by maintaining a well-optimized starting point of each successive print
cycle. Such learning-based calibration cycles are activated periodically or
conditionally whenever there is a performance variation that is larger than
adaptive thresholds based on statistical surveillance.
Figure 3
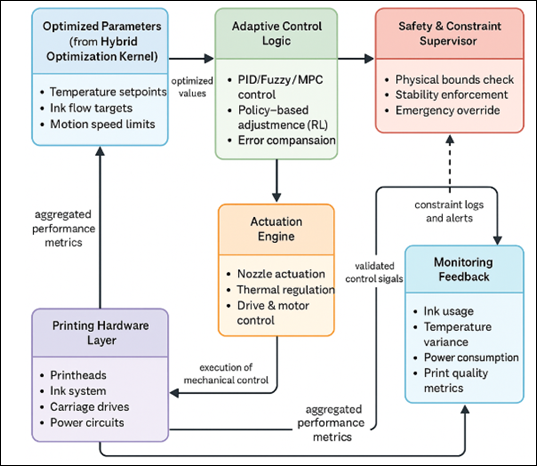
Figure 3 Hybrid Optimization Kernel for Multi-Criteria Decision Making
5. Monitoring and Evaluation – Metrics and Performance Assessment Framework
Monitoring
and Evaluation (MandE) Layer is the diagnostic and
analytical center of the sustainable photo printing
architecture, which will give quantitative and qualitative data on the
performance, efficiency and ecological compliance of the system. It serves as a
checking body to the optimization algorithms as well as a source of feedback to
the refinement of adaptive control. This layer converts raw operational data
into actionable data through the continuous analysis of energy consumption, ink
consumption, quality of print and sustainability measurements. Its overall
strategic objective is to have all print cycles not only aesthetic and
technical requirements but also to correspond with sustainability goals
including smaller carbon footprint, material effectiveness and lifecycle
responsibility. The core of this construct is the multi-domain metrics
architecture which is a combination of physical measurements, performance
indicators of computations and environmental indices. Energy consumption is
also among the most important quantitative parameters, and is expressed as
kilowatt-hours per print (kWh/print). This measure is used to indicate how much
power will be used by the printheads, heaters, drive motors, and control
electronics during the printing process. The system can calculate an Energy
Efficiency Index (EEI) which is the energy consumed per square meter of printed
output by comparing the amount of energy used to an image size and the
resolution of the image. Monitoring of EEI in real time can be used to detect
inefficiencies like a large amount of standby power or overactive heating
cycles and corrections can be made dynamically in the control logic. Also, in
addition to energy measures, ink consummation is a measure of deposition that
is expressed as the ratio of deposited ink volume and total ink that is
ejected. The normalized version of this indicator gives a measure Ink
Efficiency (IE), which is directly proportional to material sustainability and
waste reduction.
Table 2
|
Table 2
Sustainability-Oriented
Performance Metrics in Photo Printing |
||||
|
Metric |
Definition / Formula |
Measurement Unit |
Purpose / Relevance |
Target Outcome |
|
Energy
Intensity (EI) |
Total power consumed per
print |
kWh/print |
Evaluates process energy
efficiency |
< 0.25 kWh/print |
|
Ink Efficiency (IE) |
Ink deposited / Ink ejected
× 100 |
% |
Quantifies ink utilization
and waste reduction |
≥ 85% |
|
Eco-Efficiency
Ratio (EER) |
Output quality score /
Resource input |
Dimensionless |
Combines productivity with
sustainability |
Higher is better |
|
Carbon Equivalence Index
(CEI) |
Lifecycle CO₂
emission per print |
g CO₂-e/print |
Estimates greenhouse gas
impact |
< 100 g CO₂-e |
|
Print
Quality Index (PQI) |
Weighted composite of PSNR,
SSIM, ΔE |
Dimensionless |
Measures overall image
fidelity |
≥ 0.90 |
|
Waste Index (WI) |
Waste ink + material /
Total input × 100 |
% |
Indicates process
sustainability |
≤ 10% |
Print
quality is determined by a series of image quality indices popular in the
science of digital imaging, such as Peak Signal-to-Noise Ratio (PSNR),
Structural Similarity Index (SSIM), and ΔE (color
deviation). These measures are used to measure the quality of printed output in
terms of reference images or electronic master files. PSNR and SSIM determine
tonal and structural deviation whereas 0E determines perceptual color variance under normal lighting (D65 illuminant, 2 0 observer). These indices are computed
automatically by the Monitoring Layer with in-built imaging sensors or scanning
subsystems offline and any important deviation results in re-optimization by
the AI kernel. Computational imaging can be integrated with process monitoring
to ensure that the visual integrity is not compromised by sustainability
improvements, ensuring that there is a balance between being ecologically
responsible and being creative. There are also eco-efficiency scores, which are
composite indices of various resource and environmental indicators in the
framework. An example of such a ratio is the Eco-Efficiency Ratio (EER) which
is computed as the quotient of the total quality of output (aggregated PSNR
weighted accuracy and color consistency) divided by
the total input of resources (sum of energy, ink and time). An increase in EER
value implies better performance in terms of sustainability that attains more
output than a given level of resource consumption. Carbon Equivalence Index
(CEI) is an estimated amount of greenhouse gas emissions used per print, and is
calculated using a lifecycle model, which includes the factors of emission per
power source and embodied energy of the ink material. These indices are plotted
on sustainability dashboards in Analytics Layer which provides real time
feedback to the operators and policy managers. The anomaly detection and
diagnostic sub system is an intrinsic part of the Monitoring Layer that uses
statistical learning and an outlier which detects abnormal patterns like energy
surges, malfunctions of a nozzle, or inconsistencies in the flow of ink. The
exceptions of the anticipated working situations initiate alarms and automatic
re-optimization processes. The Knowledge Repository stores the history of
performance logs, which can be used to create a trend analysis and predictive
maintenance dataset. In the long term, this information can be used to predict
sustainability, where anticipated trends in the energy, waste, and quality are
used to guide hardware redesign or process improvements.
6. Lifecycle Intelligence and Continuous Improvement
The
Sustainability Analytics and Feedback Layer serves as the strategic
intelligence centre of the sustainable photo printing system that would combine
performance and environmental metrics with operational analysis to promote
ongoing improvement of the system. This layer, which is placed in the top of
the architecture, is an aggregation of the inputs of the Monitoring and
Evaluation system, Optimization Kernel and external sustainability databases to
create a holistic view of the printing operations lifecycle. It is mainly
designed to convert the quantitative data like energy usage, usage of ink and
eco-efficiency ratios into the actionable sustainability intelligence that
helps to transfer the information to the policy adjustment, process
improvement, and predictive optimization.
Table 3
|
Table 3 Comparative Analysis of Printing Approaches |
||||
|
Parameter |
Conventional Printing |
AI-Optimized Printing
(Proposed) |
% Improvement |
Remarks |
|
Energy Consumption
(kWh/print) |
0.35 |
0.22 |
37% |
Improved energy efficiency |
|
Ink Utilization (%) |
72 |
88 |
22% |
Optimized ink flow and drop
volume |
|
PSNR (dB) |
29.5 |
33.2 |
+12.5% |
Enhanced tonal accuracy |
|
SSIM |
0.84 |
0.93 |
+10.7% |
Improved structural quality |
|
ΔE (Color Deviation) |
4.1 |
2.6 |
-36.5% |
Better color reproduction |
|
Eco-Efficiency Ratio |
1.00 |
1.42 |
+42% |
Balanced performance and
sustainability |
This
layer works at the analytical level to create dynamic sustainability dashboards
using the sophisticated data-fusion and visualization to provide energy
efficiency trends, carbon equivalence indices and print quality correlations.
Machine learning models are used to monitor changes over time and determine
optimization, e.g., discovering the ubiquity of inefficiencies in ink
application or discovering the relationship between the humidity outside and
energy usage. The analytics engine of the system also simulates the Life Cycle
Assessment (LCA) so as to estimate the overall environmental footprint of the
printing process and includes the resource extraction, manufacturing,
operation, and disposal stages. These insights help the decision-maker to
organize the production processes in accordance with the larger environmental
standards and certifications, such as ISO 14001, Green Printing Initiative
(GPI), and Global Reporting Initiative (GRI) models.
Table 4
|
Table 4 Sustainability Analytics Dashboard Indicators |
||||
|
Indicator |
Data Source |
Computation Method |
Visualization Type |
Decision Use |
|
Energy Efficiency Trend |
IoT power logs |
Moving average over time |
Line graph |
Identifies high-load cycles |
|
Ink Wastage Index |
Flow sensors |
Volume loss ratio |
Bar chart |
Tracks efficiency anomalies |
|
Eco-Score (Composite Index) |
MandE layer |
Weighted aggregate (EER,
CEI, PQI) |
Gauge meter |
Summarizes sustainability
level |
|
Lifecycle Impact (LCA) |
Sustainability database |
Resource–emission mapping |
Sankey or radar chart |
Guides long-term
optimization |
|
Alert Threshold Status |
Monitoring system |
Rule-based logic |
Color-coded alerts |
Triggers auto-reoptimization |
This
layer sends feedback to the Hybrid Optimization Kernel closing the optimization
loop through which updated sustainability constraints and adaptive goals are
reported. This allows the system to dynamically re-calibrate its decision
parameters in response to the changing sustainability priorities, e.g. reducing
emission targets when there are high-energy-demand periods or focusing on
resource conservation when there is a shortage of ink. The layer promotes the
process of continuous improvement in the long term through the creation of an
evolving body of knowledge on sustainability patterns, benchmark performance,
and predictive modeling.
Figure 4

Figure 4 Energy Consumption Improvement Across Optimization Cycles
The
Figure 4 graph shows
that the use of smart optimization resulted in a continuous decrease in the
energy consumption per print with respect to the traditional printing
processes. The x-axis indicates the optimization cycles and the y-axis the
energy used at the different optimization cycles in kilowatt-hours per print
(kWh/print). It is clear that there are two different trends, the blue line
showing the traditional printing process, where the energy profile is almost
identical with each print and the maximum difference is also around 0.34 0.36
kWh/print, meaning that there is little improvement in the efficiency.
Conversely, the green line is the AI-optimized printing structure, it can be
seen that the energy consumption decreases consistently, starting with about
0.33 kWh/print, to about 0.25 kWh/print with each subsequent cycle of
optimization. This steady negative trend confirms the fact that the Hybrid
Optimization Kernel that includes Multi-Objective Genetic Algorithms (MOGA) and
Reinforcement Learning (RL) can be successfully trained and trained to reduce
energy consumption when printing an object. These findings clearly show that
when the optimization algorithm is successful, the energy efficiency increases
without affecting the quality of the print, as expected of the model to be able
to optimize itself iteratively and potentially lead to the ultimate reduction
of the overall environmental impact of photo printing.
7. Conclusion and Future Work
This
study demonstrates a holistic approach to realizing sustainable photo printing
via smart optimization and instilling hybrid artificial intelligence,
IoT-driven sensing, and sustainability analytics into an ecocycle
of a closed-loop decision-making system. The suggested architecture shows how
it is possible to leverage the combination of data fusion, adaptive control,
and AI-based optimization to change the traditional photo printing into an
energy-efficient process, with resource awareness, and environmental
adaptability. By balancing the operational intelligence with the sustainability
goals, the system is therefore successful at closing the divide between the
industrial productivity and the environmental responsibility. The multi-layered
model of the combination of the Input Acquisition, Optimization Kernel, Control
Logic, monitoring, and Sustainability Analytics creates a cyber-physical
infrastructure with the ability to adapt and improve in real-time. The major
technical advances that have been made are the implementation of a Hybrid
Optimization Kernel (Multi-Objective Genetic Algorithms (MOGA) with
Reinforcement Learning (RL)) to make multi-criteria decisions and the use of
adaptive control and feedback to make printers optimally adjust operating parameters
to reduce ink wastage, energy use, and emissions. The Monitoring and Evaluation
Layer offered a measurable sustainability measurement in terms of performance
measures to energy intensity (kWh/print), PSNR/SSIM-based quality measures and
eco-efficiency ratios and the Sustainability Analytics Layer converted these
measures into actionable intelligence to continue improving its lifecycle. A
combination of these inventions leads to creating a sustainability loop in
photo printing based on data.
CONFLICT OF INTERESTS
None.
ACKNOWLEDGMENTS
None.
REFERENCES
Calabrese, A., Ghiron, N. L., and Tiburzi, L. (2021). “Evolutions” and “Revolutions” in Manufacturers’ Implementation of Industry 4.0: A Literature Review, a Multiple Case Study, and a Conceptual Framework. Production Planning and Control, 32, 213–227. https://doi.org/10.1080/09537287.2019.1691485
Gumus, O. Y., Ilhan, R., and Canli, B. E. (2022). Effect of Printing Temperature on Mechanical and Viscoelastic Properties of Ultra-Flexible Thermoplastic Polyurethane in Material Extrusion Additive Manufacturing. Journal of Materials Engineering and Performance, 31, 3679–3687. https://doi.org/10.1007/s11665-022-06770-9
Hsueh, M.-H., Lai, C.-J., Wang, S.-H., Zeng, Y.-S., Hsieh, C.-H., Pan, C.-Y., and Huang, W.-C. (2021). Effect of Printing Parameters on the Thermal and Mechanical Properties of 3d-Printed Pla and Petg Using Fused Deposition Modeling. Polymers, 13, 1758. https://doi.org/10.3390/polym13111758
Kumar, V., Singh, R., and Ahuja, I. S. (2022). On 3D Printing of Electro-Active Pvdf–Graphene and Mn-Doped Zno Nanoparticle-Based Composite as a Self-Healing Repair Solution for Heritage Structures. Proceedings of the Institution of Mechanical Engineers, Part B: Journal of Engineering Manufacture, 236, 1141–1154. https://doi.org/10.1177/09544054211043278
Kumar, V., Singh, R., and Ahuja, I. S. (2023). Multi-Material Printing of Pvdf Composites: A Customized Solution for Maintenance of Heritage Structures. Proceedings of the Institution of Mechanical Engineers, Part L: Journal of Materials: Design and Applications, 237, 554–564. https://doi.org/10.1177/14644207221135510
Luan, C., Yao, X., Zhang, C., Fu, J., and Wang, B. (2020). Integrated Self-Monitoring and Self-Healing Continuous Carbon Fiber Reinforced Thermoplastic Structures Using Dual-Material Three-Dimensional Printing Technology. Composites Science and Technology, 188, 107986. https://doi.org/10.1016/j.compscitech.2020.107986
Magri, E., Vaudreuil, S., Mabrouk, K. E., and Touhami, M. E. (2020). Printing Temperature Effects on the Structural and Mechanical Performances Of 3d-Printed Poly(Phenylene Sulfide) Material. IOP Conference Series: Materials Science and Engineering, 783, 012001. https://doi.org/10.1088/1757-899X/783/1/012001
Nassar, A., Younis, M., Elzareef, M., and Nassar, E. (2021). Effects of Heat Treatment on Tensile Behavior and Dimension Stability of 3d Printed Carbon Fiber Reinforced Composites. Polymers, 13, 4305. https://doi.org/10.3390/polym13244305
Salwin, M., Kraslawski, A., Lipiak, J., Gołębiewski, D., and Andrzejewski, M. (2020). Product–Service System Business Model for Printing Houses. Journal of Cleaner Production, 274, 122939. https://doi.org/10.1016/j.jclepro.2020.122939
Salwin, M., Santarek, K., Kraslawski, A., and Lipiak, J. (2021). Product–Service System: A New Opportunity for the Printing Industry. In V. Tonkonogyi et al. (Eds.), Advanced manufacturing processes II (83–95). Springer. https://doi.org/10.1007/978-3-030-68014-4_8
Sony, M. (2020). Pros and Cons Of Implementing Industry 4.0 For Organizations: A Review and Synthesis of Evidence. Production and Manufacturing Research, 8, 244–272. https://doi.org/10.1080/21693277.2020.1780336
Sony, M., and Naik, S. (2020). Critical Factors for the Successful Implementation of Industry 4.0: A Review and Future Research Direction. Production Planning and Control, 31, 799–815. https://doi.org/10.1080/09537287.2019.1691270
Sony, M., and Naik, S. S. (2019). Ten Lessons for Managers While Implementing Industry 4.0. IEEE Engineering Management Review, 47, 45–52. https://doi.org/10.1109/EMR.2019.2907725
Vidakis, N., Petousis, M., Mountakis, N., and Karapidakis, E. (2023). Box–Behnken Modeling to Quantify the Impact of Control Parameters on the Energy and Tensile Efficiency of PEEK in MEX 3D-Printing. Heliyon, 9, e18363. https://doi.org/10.1016/j.heliyon.2023.e18363
Wang, Z., Luan, C., Liao, G., Yao, X., and Fu, J. (2019). Mechanical and Self-Monitoring Behaviors of 3d Printing Smart Continuous Carbon Fiber–Thermoplastic Lattice Truss Sandwich Structure. Composites Part B: Engineering, 176, 107215. https://doi.org/10.1016/j.compositesb.2019.107215
Yang, C.-J., and Wu, S.-S. (2022). Sustainable Manufacturing Decisions Through the Optimization of Printing Parameters in 3D Printing. Applied Sciences, 12, 10060. https://doi.org/10.3390/app122010060
Zhang, P., Arceneaux, D. J., Liu, Z., Nikaeen, P., Khattab, A., and Li, G. (2018). A Crack Healable Syntactic Foam Reinforced by 3d Printed Healing-Agent-Based Honeycomb. Composites Part B: Engineering, 151, 25–34. https://doi.org/10.1016/j.compositesb.2018.06.003
|
|
 This work is licensed under a: Creative Commons Attribution 4.0 International License
This work is licensed under a: Creative Commons Attribution 4.0 International License
© ShodhKosh 2025. All Rights Reserved.